Top Seiko’s Guidelines for Manufacturing Excellence – Part 2

In this second part, we continue with the remaining guidelines that further optimize the machining process and ensure top-notch quality.
Capability Factor
- Thread sizes should be at least M1.5–M2, depending on material, to maintain thread integrity.
- HELICOIL inserts are advised for fragile materials to prevent thread stripping and increase longevity.
- Maximum thread depth is 2D, with through-hole pilot holes as an option. Deeper threads may require special tooling and increase costs.

Cost Optimization in Machining
Cost efficiency is a key consideration in precision machining. Top Seiko outlines several factors that influence cost, helping customers balance performance with affordability:
- Reducing the eliminated area minimizes material waste and machining time, leading to cost-effective production.

- Narrow pitch between bosses increases cost due to smaller drill sizes and longer machining durations, as smaller tools wear out faster.

- Deep pockets and multi-step designs add complexity and cost, especially when multiple tool changes are required.

- Minimizing machined surfaces wherever possible reduces overall expenses, as each additional surface requires precise handling.

- Standard tolerances follow ISO2768-mK unless otherwise specified, ensuring a balance between precision and manufacturability.
- Custom tools and jigs, though effective, may significantly increase production costs. Using standard tooling wherever possible is recommended.

Inspection Constraints
Certain features in precision machining present challenges for inspection, which must be accounted for in the design phase:
- Surface roughness measurements may not be feasible for sidewalls or inner holes, leading to challenges in quality control.
- Features without sufficient length or width may be unmeasurable, necessitating alternative verification methods.
- Ambiguous virtual intersections make accurate inspection difficult, requiring well-defined reference points.
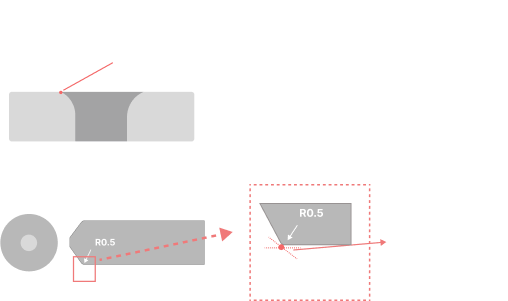
- Some features cannot be inspected when the datum point is obstructed. Proper design adjustments can help avoid these issues.

Conclusion
By adhering to these machining guidelines, Top Seiko ensures superior precision, reliability, and cost-effectiveness.
Whether working with advanced ceramics, refractory metals, or specialized glass materials, these best practices help achieve optimal results in high-precision manufacturing.
Incorporating these considerations into the design and machining process reduces errors, improves efficiency, and enhances product performance.
For more information about precision machining solutions, contact us today !
![]()
![]()